

技術情報 > 実録ものづくりレポート > ダイヤモンドナイフ検査装置の開発
ダイヤモンドナイフ検査装置の開発
取材協力:株式会社光フィジクス研究所 様

職人の技と匠をレーザ技術で写し取る
精密機械部品の金型製造などに用いるバイト、生体の顕微鏡撮影用試料作成などに用いるナイフ。ダイヤモンドの超精密な刃先を持つそれらの工具は、科学技術の最先端で使用されるものでありながら、実は職人の手によって研磨される技と匠の産物だった。刃先のわずかな歪みやキズを見つけるには、職人の感覚に頼るしか方法が無かったからだ。そうした技と匠の世界に踏み込んで技術を写し取ることに挑んだエンジニアがいる。
光フィジクス研究所
代表取締役社長
理学博士 渡部 明氏

岡山の空港からほど近いリサーチパークに「その会社」はあった。
光フィジクス研究所は、パーク内のインキュベーションセンターに居を構える社員6名のベンチャーだ。設立は2003年、社名にあるように物理学と光学を活用した最先端レーザ応用機器を開発している。実際、フェムト秒パルスモニタ(オートコリレータ)などの製品を持つが、最近になって「ダイヤモンドナイフ検査装置」という異色の製品を発表した。開発者であり同社の社長でもある渡部明氏に話を聞いた。
技と匠の産物
渡部氏が開発したのは、精密な刃物の刃先の磨き具合を可視化・数値化する装置である。鏡面精度の金型製造などに用いるバイトや生体の顕微鏡撮影用試料作成などに用いるナイフ(ミクロトーム)などは、ダイヤモンドの超精密な刃先を持つ。それらは科学技術の最先端で使用されるものでありながら、実は職人の手によって研磨される技と匠の産物だった。刃先のわずかな歪みや欠陥を見いだすには人の感覚に頼るほか無く、研磨職人の目視に頼っているのが現状なのだ。実際、単結晶ダイヤの高級な刃は研磨した職人のサインが添付されて取引されるのだという。
グラウンドの小石
「局部的な凹凸は顕微鏡などで拡大して観察すれば見ることができますし、数値化計測も可能です。ところが、拡大では全体が見えない。全体を見渡してミクロな傷の有無を確認する仕上がり検査には使えないのです。それに対して研磨職人は刃先を全体で見ています。刃の傷はサブミクロンのオーダなのですが、人間の目にそんな分解能は無いし職人にも欠陥が拡大して見える訳ではありません。彼らは刃先の全体像からひずみや傷などのミクロな欠陥の有無を検知する力を持ち合わせているんです。」たとえて言えば、職人は広いグラウンドに落ちている小さな石のかけらの有無が分かる。これに対して顕微鏡などでの観察はルーペを持ってグラウンドを歩き回るのに相当することになる。
マクロな視点でミクロを検出
ダイヤモンドナイフ検査装置の原理をコラムに示す。レーザがナイフのエッジで回折する際にエッジの微細な凹凸が回折光の輝度変化として増幅されて表れることを利用している。同装置はその際、刃の幅に合わせてレーザを照射し回折光をカメラで一気に捉える。全体像から微細な欠陥を見いだす職人と同じことを機械で実現しているわけだ。ちなみに、照射するレーザには波長600nmのものが使われている。可視光に近いことで職人の判定結果との相関を得るためだという。写真に測定の結果例と製品を示す。
測定の結果例
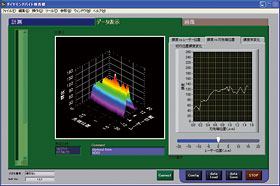
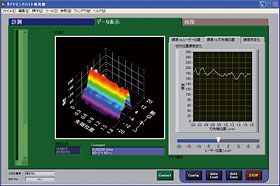
左:一部に欠陥(チッピング)がある刃のデータ。
右:良品の例。何れも横軸は刃先の位置、縦軸は回折光の輝度を表す。
測定の結果例
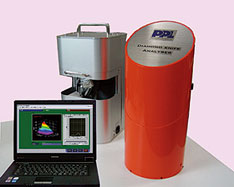

2モデルを製品化。LSG-2000(後方)/同3000(前方)
職人の感覚を技術に写し取る
原理からも分かるが、ダイヤモンドナイフ検査装置にフェムト秒レーザは使われていない。ナイフの研磨とフェムト秒レーザとは本来無関係なのだ。では渡部氏はどのようにして職人によるナイフの研磨に行き当たり、レーザ光の回折を使って測るという手法を思いつくに至ったのだろうか。
「フェムト秒レーザは非熱加工できるという特長があります。例えばダイヤモンドを炭にすることなく孔を開けることもできるわけで、その辺を追いかけているうちにダイヤモンドナイフの研磨職人の存在を偶然知りました。私は元々、職人の感覚を新たな技術に写し取るという大きなテーマを持っていたこともあって、研磨一筋40年という職人と実際に会い、じっくりと話を聞いてみたのです。」
ものづくりの世界では職人が減って技術の伝承が途絶えつつある。職人芸の復活を指摘する声も大きい。だが、ものづくりは伝統芸能ではなく時代と共に進化していくものである。職人の持つ能力を新しい形で次の時代に引き継いでゆくのが[あるべき姿]だろう。刃先の研磨にしても、もし職人による目視検査を数値化された検査に換えることができれば、「品質のバラツキを小さくできるほか、職人が研磨の技を次の世代に伝える際のサポートツールとしても使えるはずです。」
測定原理
刃幅全体をカバーするように拡げたレーザを刃に照射し、刃先で回折した光をカメラで捉えて電気信号に変換する。回折光には刃先の状態を反映した情報が含まれているから、専用ソフトウエアでこれを抽出・解析して3次元表示する。レーザをスキャンさせれば、先端のR(曲率)を測定できる。刃を定位置に固定したままで自動的にスキャン・解析できるモデルも開発した。
ものづくりはオーケストラ
目視検査の事実を知った渡部氏は、すぐさまレーザ応用による解決法を提案したという。しかも、原理の検証から試作機の機能確認までを4ヶ月あまりで済ませている。何故それほど早いのかという問いに対して渡部氏はフェムト秒レーザというコアの技術に加え、周辺の技術を持っていた点を挙げた。
「ものづくりというのはオーケストラのようなものです。ひとつの楽器ができるだけではダメなんです。私の場合、フェムト秒のレーザをやろうと思うと、本来のレーザ技術に加えて、精密機械、制御、蒸着、ソフトウエア、エレクトロニクスなど広い範囲の技術をマスターしないとできない。例えば、通常のレーザを発振させるための機械精度は1ミリラジアン(※)程度ですが、フェムト秒レーザでは10μラジアン以下の精度が要求されます。したがってメカにはこれに対応する精密設計と加工の技術が必要になります。さらに、金属材料は温度で伸び縮みするので、電気と組み合わせた温度制御の技術も身につけなければならないという具合です。」
オーケストラは様々な楽器を曲のシーンに合わせて組み合わせて鳴らす、それがものづくりに通じるというわけ。 ひとつの技術を深く掘り続けると同時に、周りの技術にも常に目を向け研鑽を積む。大学の研究者から企業の技術者を経て独立したという渡部氏の言葉から、ものづくりの奥深さが伝わってきた。
(※)1m rad:1m離れて1mmずれる回転角度




