RoHS 鉛フリーによる製造について解説
鉛フリーによる製造
RoHS指令に適合するために重要な課題となる鉛フリーによる製造についての技術情報をご紹介いたします。
RoHSは電子機器の製造業者および修理業者にどのような影響を与えますか?

RoHSは電子機器の製造業者および修理業者にどのような影響を与えますか?
鉛は、今後ほとんどの用途のはんだで使用できません(ごくわずかに適用除外項目があります)。したがって、はんだ手法は見直す必要があります。
また一部の電子部品は、構成部品製造業者が合理化を進めることによって今後使用できなくなります。このこともRoHS適用対象外の用途に影響を与えます。懸念があるのはなぜですか?
新しいはんだ合金を使用しなければなりませんが、その特性は既存のはんだとは異なります。材料とプロセスは変更しなければなりません。
完成品については再試験および再評価が必要です。設計変更への投資、そしておそらく新しいプロセス用機器を導入するための投資が必要になります。監督者およびカスタマーに対する再教育が必要です。懸念があるのはなぜですか?
新しいはんだ合金を使用しなければなりませんが、その特性は既存のはんだとは異なります。材料とプロセスは変更しなければなりません。
完成品については再試験および再評価が必要です。設計変更への投資、そしておそらく新しいプロセス用機器を導入するための投資が必要になります。監督者およびカスタマーに対する再教育が必要です。新しいはんだの代用物質はありますか?
ECA(Electrically Conducting Adhesives:導電性接着剤)を代用として使用できますが、現在はニッチ用途で使用だれているだけです。
鉛フリー はんだ
では、RoHSの影響を受けるのははんだだけですか?
いいえ。PCBおよび電子部品のはんだ付け可能なコーティングにも影響があります。
新しいはんだ合金とこれまでのはんだとの違いを教えてください
-
100個以上の合金が候補として提案され、評価されましたが、代用物質として「ぴったりはまる」物質は1つもありません。
最も知られている鉛フリー合金の溶融温度は、すず鉛はんだよりも40℃も高くなっています。
最も広く使用されているのはスズ、銀、銅をベースとする合金で、SAC合金と呼ばれます。SACはスズ(Sn)、銀(Ag)、銅(Cu)のラテン名に由来します。この合金はさまざまなプロセスで利用可能であり、性能面では大きく劣ることがなく、耐熱疲労性にも優れています。ただし、これ以外にも独自の特徴を持つ合金があります。SAC合金のすず鉛はんだとの主な違いを以下に示します。
-溶融温度が高い
-ぬれ性に劣る
-接合部の強度は増す
-外観は鈍い光沢でつやがない(質の悪いすず鉛はんだ接合部にやや似ている)
-より活性の強いフラックスが別に必要な場合がある 従来のはんだよりも高価ですか?
この合金には高価な金属が含まれます。したがって、はんだ付けプロセスを最適化して、再加工や無駄をなくすことが重要です。
SAC合金は同じ重量でも体積が12.5%増加するので、はんだリールが12.5%長くなります。融点が40℃高くなるとはんだ付け温度も高くなりますか?
一般には、高くなります。あるいははんだ付けに要する時間が長くなります。
生基板にはどのような影響がありますか?
製造温度が高くなると基板に層間剥離が発生して、基板が反ったり、多層メッキスルー板で内部接続に不具合が生じる可能性があります。サプライヤと相談して、代用物質を評価してください。
HASL PCB(ホットエアーレベラー)を使用している場合は、スズ、ニッケル、金メッキ、銀、およびOSPを評価する良いチャンスです。これらの表面仕上げには、より平坦なパッドを実現し、リフロー後の組立品における欠陥レベルを改善するという効果もあります。鉛フリーなHASLもあります。自社が供給する構成部品にはどのような影響がありますか?
構成部品は、RoHS適合であると同時に、鉛フリープロセスに適用可能である必要があります。
これまではそのような構成部品は不足していましたが、この状況は急速に改善されつつあります。
ここでも、サプライヤと相談することが非常に重要です。鉛フリーはんだを使用する場合にプロセス温度が高くなると、そのような温度での使用が評価されていない構成部品は損傷する可能性があります。鉛フリーはんだを使用した手はんだ付けにはどのような影響がありますか?
-

最初に誰もが気づくのは、はんだの「変化が遅く」見え、はんだ接合部の光沢が鈍く見えることです。鉛フリーはんだの接合部の外観は異なっていることを理解することは重要であり、それによって受け入れ可能なはんだ接合部に不要な再加工を施すことを回避します。
はんだごての先端の腐食速度は速くなります。はんだごて製造業者の指示に従って先端を交換してください(鉛フリーはんだ専用の先端が用意されています)。
修理と再加工を行うには、組み立てられたPCBに損傷を与えないために、高レベルのスキルが必要です。作業者を再教育することを検討するとともに、古いはんだごては構成部品と基板に損傷を与えないようにするための十分な温度調整ができないことを認識してください
現在は、IPC610Dはんだ付け規格に、鉛フリーはんだの使用が組み込まれています。
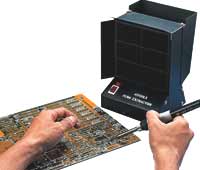
排煙する必要はありますか?
一般的に、鉛フリーはんだは、すず鉛を使用するよりも安全であると誤解されています。有害な煙は、使用されているフラックスから生成されます。現在排煙装置を使用していない場合は、リスク評価を実行してください。
フローはんだ付け
現在使用中の装置でこれまでどおりにフローはんだ付けを行うことはできますか?
これは装置の製造業者ごとに異なるので、それぞれ問い合わせる必要があります。アドバイスを受けずにはんだを変更しただけだと、新しいはんだ槽から漏れる可能性があります。
また、はんだ槽の内容をより頻繁に分析する必要があります。
新しい合金を使用すると、通常は余熱温度が上がり、はんだ付け温度もわずかに上がります。
新しいフローはんだ付け装置には、多数の鉛フリー対応の変更が組み込まれることいなります。リフロー炉はどの程度まで高温に設定する必要がありますか?
はんだの融点は40℃高くなりますが、リフロー温度は、通常は20℃だけ高くする必要があります。
装置の操作窓は小さくします。実験を行い、新しい装置について必要に応じて忠告を受け入れてください。フローはんだ付け装置とリフロー炉で窒素を使用する必要がありますか?
窒素には、プロセスウィンドウの拡大、酸化の抑制、不純物レベルの低下、はんだ性の向上、およびはんだ付け温度の低下という効果があります。必ずしも使用しなければならないわけではありませんが、検討する必要はあります。
最も長い鉛フリーはんだによるはんだ付けの歴史を有しているのは誰ですか?
鉛フリーはんだは専門的な用途で20年以上にわたって使用されています。
一部の日本製消費財はここ数年にわたって鉛フリーはんだを使用しています。また、家庭で使用されている製品の多くはすでに鉛フリーです。2006年7月1日以降も鉛入りはんだを購入できますか?
はい、できます。はんだの製造業者はこれまでどおり鉛入りはんだを必要とするカスタマー向けに提供する予定です(修理および再加工、医療機器など)。
「鉛フリー」構成部品をすず鉛はんだとともに使用できますか?
はい。 良質なはんだ接合部を実現できます。RoHS適合への移行期間中は、両方のタイプの構成部品がPCBで使用されるのが普通です。重要な点は、すべての構成部品が適合するまでは鉛フリーはんだを導入しないことです。そうしないと破損するリスクがあります。
鉛フリー製造に関する問題点
鉛フリーの製造に関して、以下に示すようなさまざまな問題が指摘されています。

スズウィスカー
-
これは非常に微細な毛髪状のスズ結晶であり、純粋なスズのコーティングから成長することが観察される場合があります。通常はこれが問題になることはありませんが、折れた場合に細かいピッチの構成部品でショートを引き起こす可能性があります。構成部品製造業者は、最新の製造プロセスではこの問題が発生することはほとんどないと考えています。
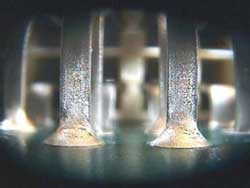
チップ立ち
-
これは、構成部品が異なる温度のはんだパッドにまたがって配置される場合に発生します。 はんだが凝固するにつれて表面張力に差が生じ、その結果、構成部品が一方のパッドから横方向や上方向に引っ張られます。極端なケースでは、はんだとの接触が失われ、構成部品が立ち上がるように見える場合があります(そのため「チップ立ち」と呼ばれます)。この現象は、すず鉛はんだでも発生しますが、鉛フリーはんだでより一般的に見られます。
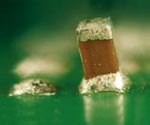
ポップコーン現象
多くの構成部品には本質的にいくらかの湿気が含まれます。湿気が加熱されると、急激に蒸気変化します。この蒸気が速やかに抜けないと、その圧力によって構成部品に損傷が生じる可能性があります(モールディングのポッピング)。